接着ガイド3.接合部の設計と破壊状態
1. 応力の分散
接着したときに形成される接着層には、一般にさまざまな応力が発生します。したがって「できるだけ最大の面積に、一様に応力を分布させる」のが最も望ましい接合部設計です。
これが、「応力を分散して面接合を行なう」という接着剤の最もすぐれた長所を生かす接合部設計の基本的な考え方です。
- 接着剤面積をできるだけ大きくとり、小さな面積や、突きつけ接合にならないようにする。
- 接着層が薄く均一になるようにする。
- 応力のかかる方向を、せん断や引張り方向になるようにし、はく離方向に応力がかかりにくいようにする。
- 欠こう部をなくすようにして、接着層の連続性を保持する。
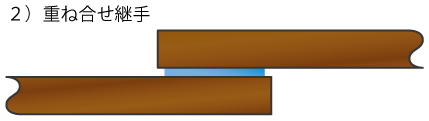
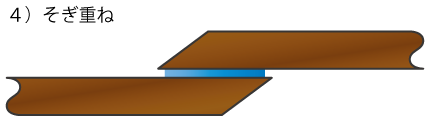
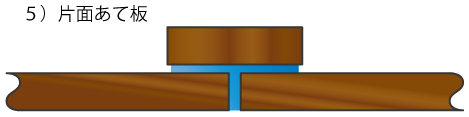
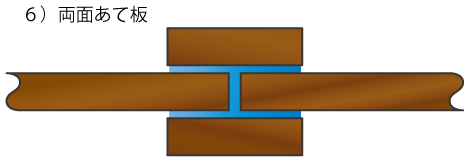
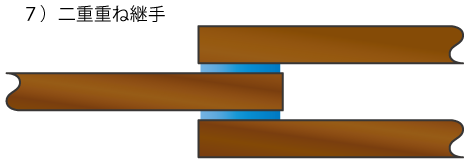
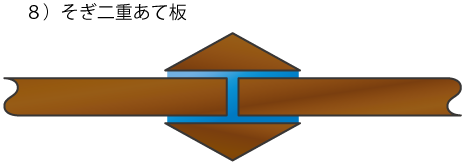
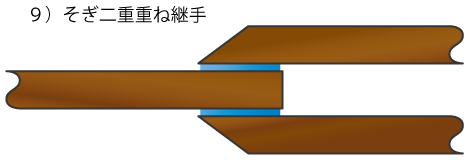
2. 接合設計
接合部設計で広く一般に実用化されているものを次に示します。





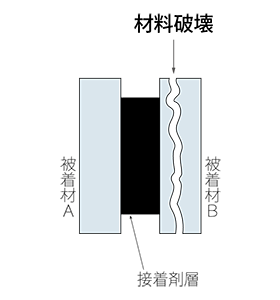
3. 接着接合部の破壊
接着のプロセスとしては、接合部の設計や接着剤の選択および接着工程の管理によって左右されますが、最終的には破壊領域に至ります。接着強さの評価は、その強度測定値とともに、破壊状態を確認することも重要です。
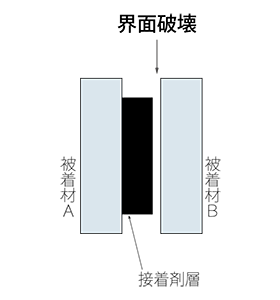
接着剤層が破壊した状態を「凝集破壊(CF)」、被着材が壊れた状態を「材料破壊(MF)」、接着剤が被着材から残らず剥がれた状態を「界面破壊(AF)」と呼び、下記図のように分類されています。

-
SHARE :
-

-

-

-

-

オンラインショップでチェック
※ リンク先は、セメダインのサイトではなく、外部サイトです。
※ リンク先販売者の都合等により、リンク切れ等の場合があります。