ものづくりLoversのためのメディア
3Dプリンターの造形物をくっつけよう!

3Dプリンターは新しいものづくりの姿です。その進化は目覚ましく、仕上がりはよりキレイになり、耐久力や弾力性など要望に合わせて様々な材料を選択できるようになっています。出力代行サービスも増えてきており、今では、3DプリンターやCADソフトを持っていない人でも手軽に3D出力を利用できるようになりました。
セメダインは、「新しいものづくりの姿」として3D造形にも注目しています。壊れた時の修理だけでなく、「くっつける」ことで3Dプリンターによる出力に何かメリットを生むことが出来ないだろうかと考えました。
◆各造形方法ごとの検証結果は下記ページからご確認ください。◆
→2020年度検証素材(ポリカーボネート、ナイロン12(焼結)ほか)
メリット
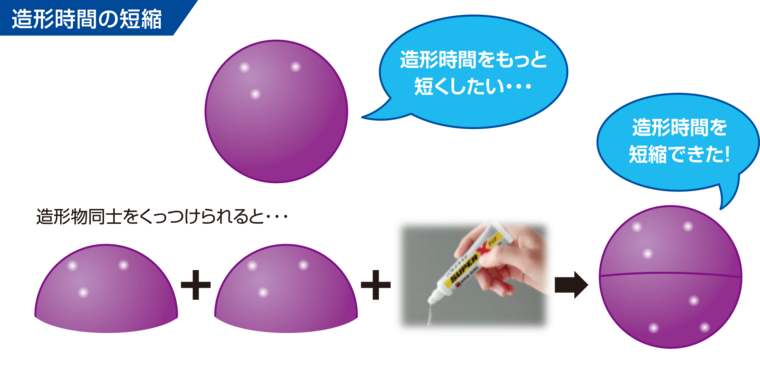
造形時間の短縮
3Dプリンターによる造形では、造形にかかる時間は造形物の「高さ」に比例します。高さの高い造形物を出力したい場合、非常に時間がかかります。そこで、出力したいものをいくつかのパーツに分割して出力し、あとから貼り合わせれば、出力時の高さを低く抑えることが出来、造形時間を短縮することが出来ます。
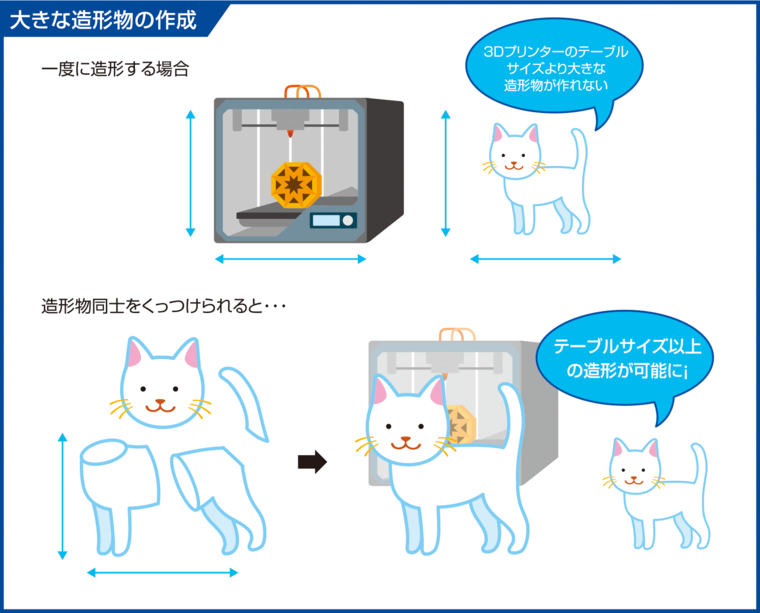
大きな造形物の作成
また、3Dプリンターのテーブルサイズによって、一発造形では出力サイズに制限があり、あまり大きなモノは作れないことがあります。これもいくつかのパーツに分割して出力し、あとから貼り合わせることで、テーブルサイズ以上の大きな造形物を作ることができ、ものづくりの幅が更に広がります。
しかし、3Dプリンターに使われる各種フィラメント素材を「どうすれば接着出来るか」については、特に整理された情報もなく、現状ではユーザーの皆さんが自身の経験をたよりにいろいろな接着剤を試す状態が続いています。
そこでセメダインは、3Dプリンターで使用される各フィラメント素材の接着検証を開始。熱溶解積層方式(FDM)や光造形方式など各造形方式で用いられる素材について、接着剤メーカーの視点から「どの接着剤でくっつけるか」を検証しました。
検証方法
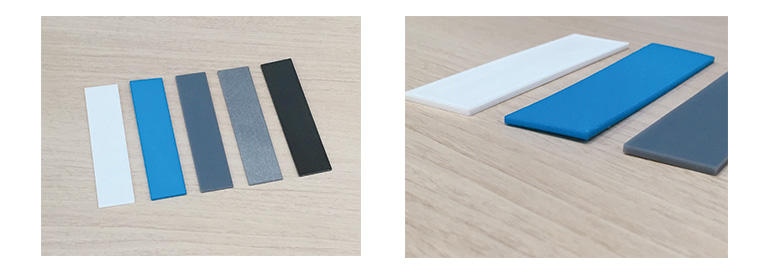
造形
実際の接着試験(JIS K6850 引張せん断接着強さ試験)で使用される試験片サイズと同様の「長さ100mm×幅25mm×厚さ2mm」の板を3Dプリンターで出力しました。
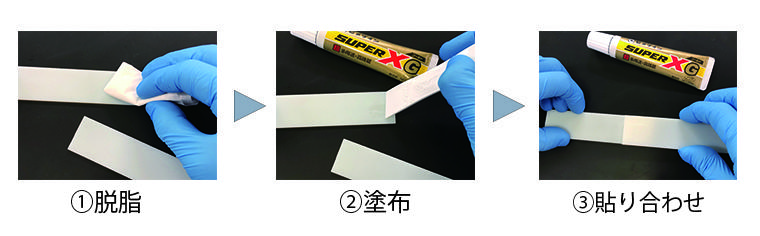
基本の接着手順
①脱脂:素材の表面に未硬化の樹脂や、皮脂などが残っていると接着剤が本来の効果を発揮できない場合があります。今回はIPA(イソプロピルアルコール)を使用して表面を丁寧に脱脂しました。
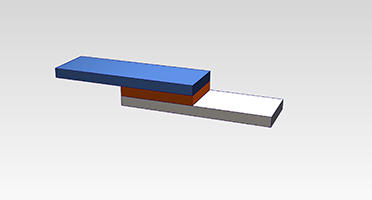
②塗布:素材の片面に接着剤を25mm×25mmの面積で塗布します。
③張り合わせ:しっかりと貼り合わせたらクリップで固定し、24時間以上おきます。(どの接着剤も完全に強度を出すためには24時間程度必要になります)
試験方法
貼り合わせた試験片を試験機にかけ、水平方向で引っ張ります。はずれた際の最大応力を計測し、接着剤がどの程度ついていたかを評価します。
引張せん断試験:https://www.cemedine.co.jp/basic/word/ha/post_34.html
壊れ方に注目
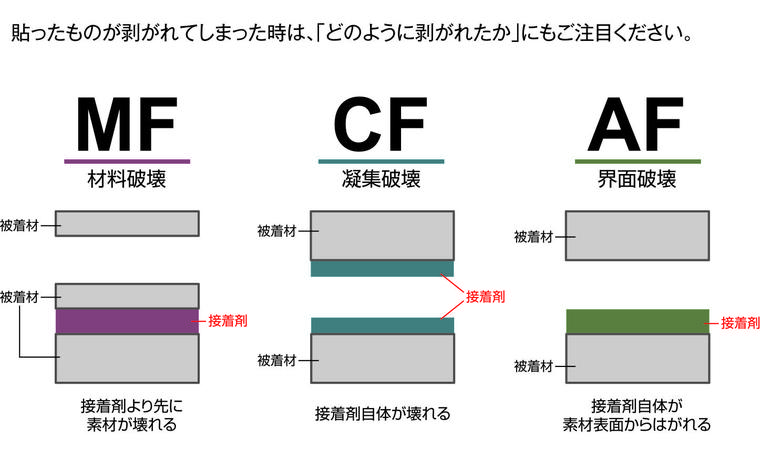
■MF:材料破壊(Material failure)
→接着剤ではなく材料が破壊してしまう状態です。この時の数値は材料の強度に依存します。
■CF:凝集破壊(Cohesive failure)
→接着剤で貼りあわせた材料を引張り、接合部が破壊したとき、両側の材料に接着剤がついており、接着剤自身が破壊している状態です。被着材料を壊すことなく、また、接着界面が剥がれることもない、接着剤の特性が生きる理想的な破壊状態(接着状態)といわれています。
■AF:界面破壊(Adhesion failure)
→接着剤で貼りあわせた材料を引張り、接合部が破壊したとき、接着剤が接着界面から剥がれている状態です。あまり良い破壊状態と言えませんが、考えようによっては、接着剤が残っている方をキレイにすれば修理できるともいえます。
評価の見方
せん断試験の結果に基づき、下記のように表記します。 ※1MPa≒10kgf/cm2
- 破壊状態がCF・AFのいずれかで、接着強度が1.5MPa以上の場合/破壊状態がMFの場合 ⇒◎
- 破壊状態がCF・AFのいずれかで、接着強度が1.0MPa~1.5MPaの場合 ⇒○

各造形方法ごとの検証結果は下記ページからご確認ください。
→2020年度検証素材(ポリカーボネート、ナイロン12(焼結)ほか)
紹介した製品

オンラインショップでチェック
※ リンク先は、セメダインのサイトではなく、外部サイトです。
※ リンク先販売者の都合等により、リンク切れ等の場合があります。

オンラインショップでチェック
※ リンク先は、セメダインのサイトではなく、外部サイトです。
※ リンク先販売者の都合等により、リンク切れ等の場合があります。

オンラインショップでチェック
※ リンク先は、セメダインのサイトではなく、外部サイトです。
※ リンク先販売者の都合等により、リンク切れ等の場合があります。

オンラインショップでチェック
※ リンク先は、セメダインのサイトではなく、外部サイトです。
※ リンク先販売者の都合等により、リンク切れ等の場合があります。





関連記事
-
 家庭用
家庭用切り貼りした文字でラブレターを作ると怖い
2026年07月03日 -
 家庭用
家庭用BBX でいろんなものをシールにしちゃおう!
2026年06月05日 -
 家庭用
家庭用推し活グッズをデコろう☆
2026年05月01日 -
 家庭用
家庭用スーパーカー消しゴムをセメダインで改造して戦ってたら小学生の頃の自分が現れた
2026年03月05日 -
 家庭用
家庭用アイデア次第で無限の可能性!!D はがせる固定剤
2026年02月27日 -
 家庭用
家庭用11/22!!いい夫婦の日にいいモン作ろう!!(カエルDX)
2025年11月21日 -
 家庭用
家庭用推しと可愛い硬質ケースを長く愛せるように。接着剤の使い分けで推しに負けない美しい作品を作ろう。
2025年10月31日 -
 家庭用
家庭用接着剤の粘度の目安「とんかつソース」!接着剤の粘度が正しいのか検証する
2025年06月06日 -
 家庭用
家庭用簡単!タイルコースターのつくり方「タイル目地材」+「スーパーX ゴールド」
2025年04月25日 -
 家庭用
家庭用ダチョウの卵が割れた!セメダインCを使って復元する
2025年04月11日
タグ一覧